Opis programu
By odnaleźć ewentualny błąd w programie każdy blok jest numerowany przez N(nr).
Blokami nazywa się więc linijkę z N(nr) i komendami.
N5 G90 - odpowiada za bezwzględny układ współrzędnych. Istnieje również możliwość przyrostowego podawania współrzędnych, czyli od punktu w którym aktualnie znajduje się narzędzie.
N5 pozostawione jedynie jako numer bloku. Poleceniem jest tak naprawdę G90
N10 G54 - wybór środka układu współrzędnych. Można stworzyć wiele układów z różnymi środkami układu współrzędnych, między którymi można się przełączać.
W tym przypadku wybrano punkt środku osi obrabianego wałka (typowe podejście przy tokarkach),
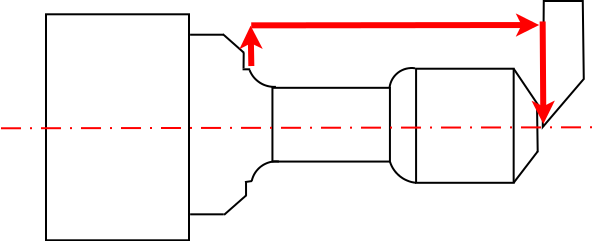
N15 G0 X50 Z50 - odjechanie ruchem szybkim narzędziem do miejsca gdzie możliwa jest wymiana narzędzia,
N20 T0101 (WYBOR NARZEDZIA) - wymiana narzędzia o numerze 01 i korekcji narzędzia o nr 01,
N25 G95 S1000 M4 - uruchomienie głównego wrzeciona, lewe obroty z prędkością 1000obr/min, G95 oznacza ustawienie jednostki jako obr/min.
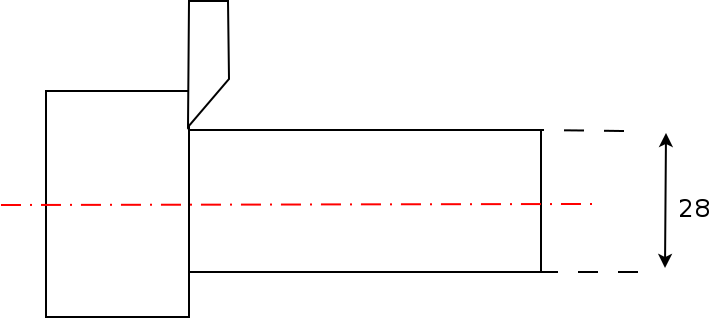
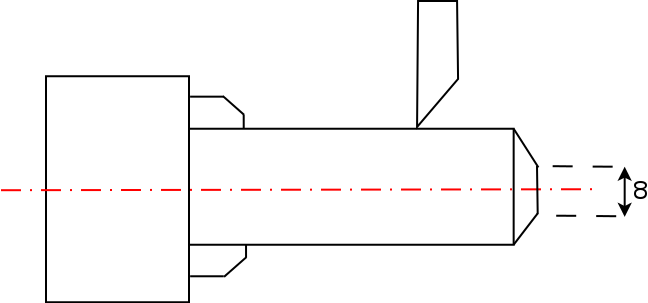
N30 G0 X34 Z0 - przesunięcie ruchem szybkim na pozycję X34 Z0. Oś Xsów określa odległość od osi wałka, podaje się ją jako średnica gdyż wybrano opcję G90.
Tak więc narzędzie znajduje się 1mm od materiału w osi x, gdyż (34-32)/2=1,
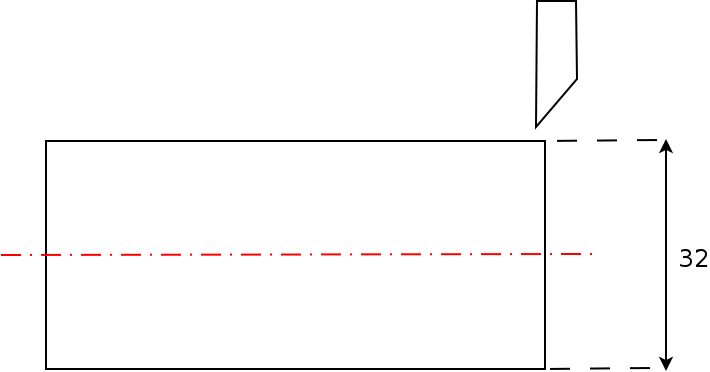
Punkt zerowy ustawiono na tokarce tak by znajdował się 0.5mm w materiale.
Tak więc, jak widać na rysunku, przy ustawieniu Z0 ostrze narzędzi znajduje się kawałek dalej niż powierzchnia materiału.
Daje to możliwość wyrównania powierzchni materiału tgz. planowanie.
Planowanie
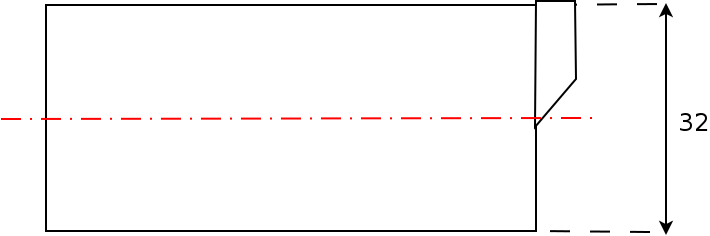
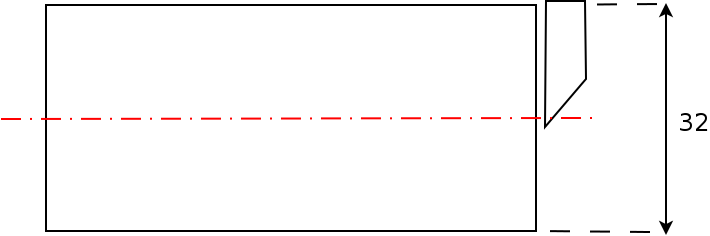
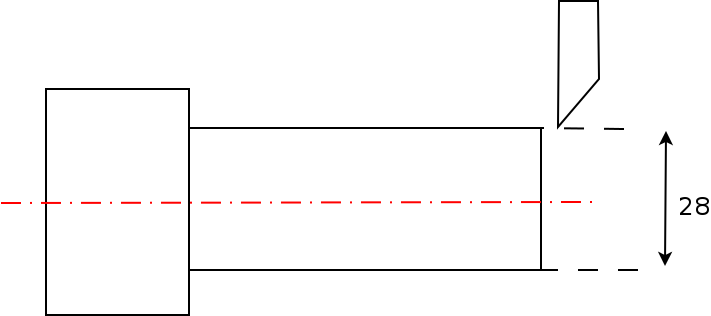
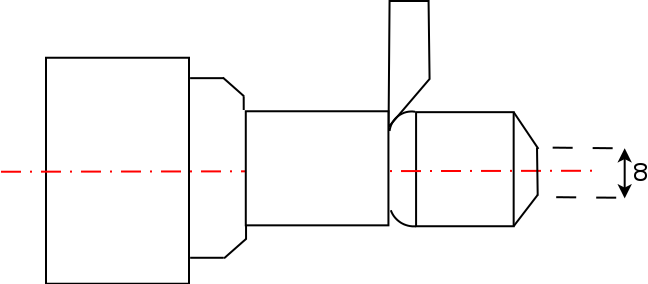
N35 G1 X-1.5 F0.25 (PLANOWANIE) - planowanie powierzchni.
Wałek cały czas się obraca więc gdy wykonamy posuw (0.25mm/na obrót) zetniemy małą warstwę materiału.
W tym przypadku materiał wystawał 0.5mm nad 0 w z-cie.
By uwzględnić niedoskonałość narzędzia przesuwany się nim, aż na drugą stronę osi wałka.
Dzięki temu nie powstanie żaden "dzyndzel" na środku (ostrze w rzeczywistości jest lekko zaokrąglone na końcu).
Opcja F musi być użyta przy pierwszym zastosowaniu G1, później opcjonalnie.
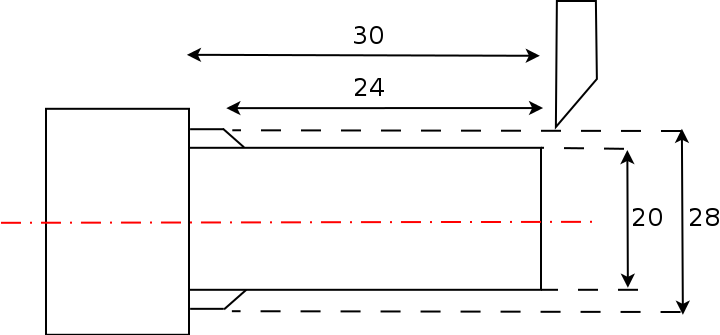
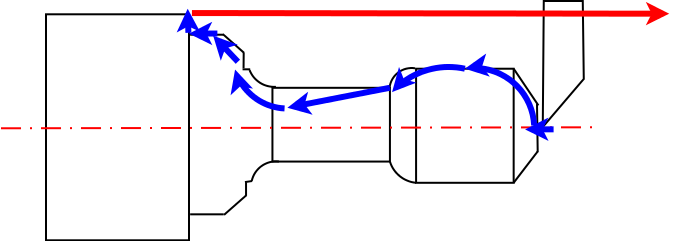
Obróbka zgrubna
N40 G0 Z1 - następnie ruchem szybkim narzędzie odjedzie na milimetr od powierzchni,
N45 G0 X28 - oddalenie od osi o 14mm,
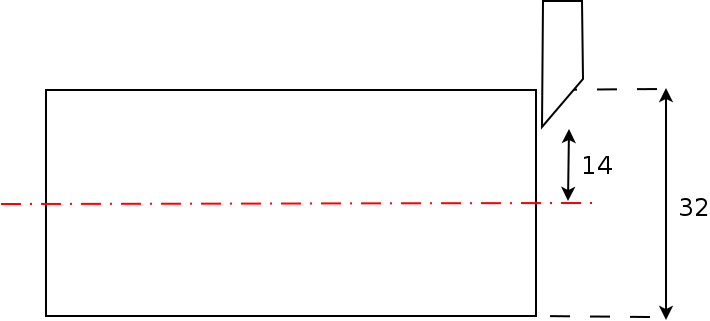
N50 G1 Z-30 - ruchem posuwistym wjeżdżamy w głąb materiału. Opcja F nie musi być już użyta, pamiętana jast ostatnia wartość,
N55 G0 Z1 - szybkie przesunięcie na milimetr przed czołem detalu,
N60 X24
N65 G1 Z-22
N61 G1 X28 Z-24
N70 G0 Z1

N75 G0 X20
N80 G1 Z-20
N81 X28 Z-24
N85 G0 Z1
N90 X18
N95 G1 Z-22
N100 X20
N105 G0 Z1

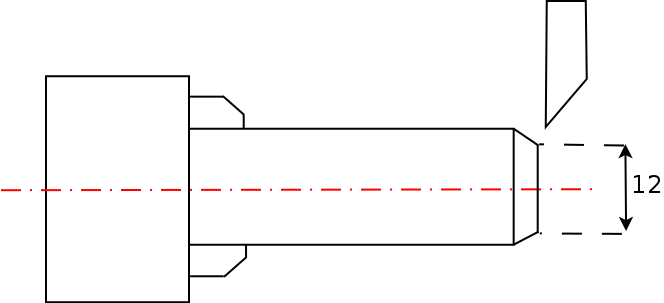
N110 X12
N115 G1 Z0
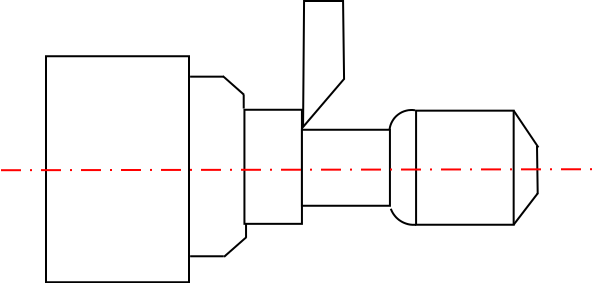
- Wcześniej skrawanie odbywało się równolegle do osi więc narzędzie przesuwało się za pomocą jednego G1 Z.
Teraz chce wykonać fazę więc dojeżdżam na G1 do czoła detalu.
Gdybym od razu podał X18 Z-3 powstał by inny kont niż który chce, bo narzędzie jest o 1mm od materiału.
N120 X18 Z-3
N125 G0 Z1
N130 X8
N135 G1 Z0
N140 X18 Z-3
N145 Z-8
N150 G3 X12 Z-14.7 R9
- ruch kołowy przeciwnie do wskazówek zegara,
N155 G1 Z-18
N160 G2 X16 Z-20 R2
- ruch kołowy zgodny z ruchem wskazówek zegara,
N165 G0 X20
N170 Z1
N175 X0
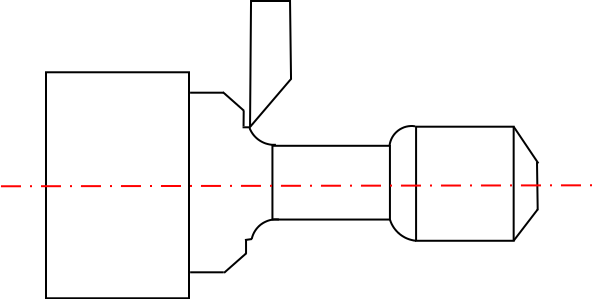
Obróbka wykańczająca
Materiałem skrawanym było drewno.
Obróbka zgrubna i wykańczająca zostały wykonane tym samym narzędziem (gdyż nie było innego).
N180 G1 Z0 (OBR. WYKANCZAJACA)
N185 G3 X16 Z-8 R8
N190 G3 X12 Z-13.29 R8
N195 G1 X8 Z-18
N200 G2 X16 Z-22 R4
N215 G1 X24 Z-26
N220 G1 Z-30
N225 G1 X32 Z-31
N230 G0 Z50
N235 M30
- zakończenie programu. powoduje wyłączenie obrotów.
