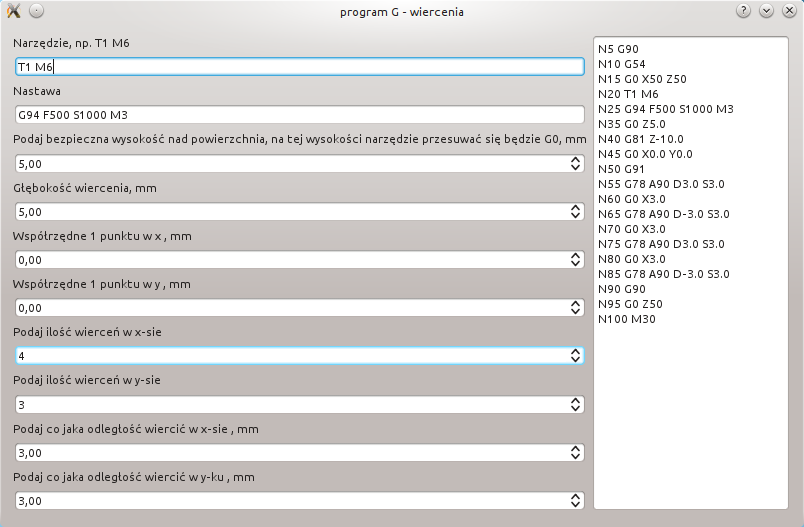
Generator kodu G do wykonania otworów
Kod skryptu, w wersji tekstowej, do generacji bloków zamieszczono poniżej:
Wersja testowana pod Ubuntu, kod programu, na konsole tekstową
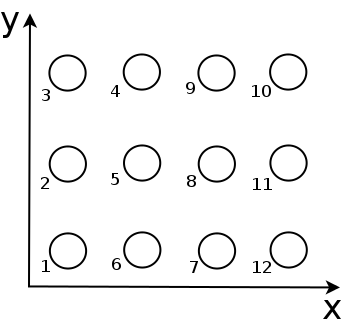
Program generuje kod G do wykonania otworów w stylu przedstawionym na rysunku poniżej.
Użytkownik podaje liczbę otworów w x i y-ku, ich odległości od siebie, głębokość wiercenia itp.
Przebieg generatora kodu z przykładowymi odpowiedziami:
Podaj nr narzedzia (np. T1 M6) = T1 M6
Czy odpowiada Ci nastawa G94 S1000 M3 (t/n) = t
Podaj bezpieczna wysokosc nad powierzchnia, na tej wysokosci narzedzie przesowac sie bedzie G0 = 5.0
Podaj glebokosc wiercenia = 10.0
podaj wsporzedne 1 punktu w x(np 0.0) = 3.0
podaj wsporzedne 1 punktu w y(np 0.0) = 3.0
podaj ilosc wiercen w y-greku = 3
podaj ilosc wiercen w x-sie = 4
podaj co jaka odleglosc wiercic w y-greku = 3
podaj co jaka odleglosc wiercic w x-sie = 3
Wygenerowany kod:
N5 G90
N10 G54
N15 G0 X50 Z50
N20 T1 M6
N25 G94 F500 S1000 M3
N35 G0 Z5.0
N40 G81 Z-15.0
N45 G0 X3.0 Y3.0
N50 G91
N55 G78 A90 D3.0 S3
N60 G0 X3.0
N65 G78 A90 D-3.0 S3
N70 G0 X3.0
N75 G78 A90 D3.0 S3
N80 G0 X3.0
N85 G78 A90 D-3.0 S3
N90 G90
N95 G0 Z50
N100 M30
Opis krok po kroku co wykonuje generator(skrypt):
- Program automatycznie wstawił bloki od N5 do N15.
- Następnie zapytał się o narzędzie, w tym przypadku T1 M6, i stworzył blok N20.
- Zaproponował obroty i kierunek obrotów, t- powoduje zgodę na tą nastawę, w przypadku n - prosi o jej podanie.
- Odbytuje o wysokość na której narzędzie może się bezpiecznie poruszać z maksymalną prędkością (założenie że środek współrzędnych jest na powierzchni materiału). Tu 5mm.
- Pyta o głębokość wiercenia. W tym przypadku 10mm, co z wysokością narzędzia nad powierzchnią daje 15mm. Oś Z jest do góry od płaszczyzny przedmiotu tak więc trzeba poleceniu G81 wpisać -15 (blok N40).
- Skrypt prosi o podanie współrzędnych x i y, ilości wierceń w x i y(wiersze, kolumny), odległości między pojedynczymi wykonaniami.
Opis wygenerowanego kodu:
Od bloków N5 do N25 - są to standardowe nastawy dla frezarki: układ współrzędnych absolutny, układ współrzędnych o numerze 54, narzędzie T1 M6, posuw 500mm/min, 1000obr/min, prawe obroty. Polecenie G0 ustawia frezarkę w punkcie wymiany narzędzia.
Blok N35, polecenie G0 Z5.0 - dojechanie ruchem szybkim na wysokość 5mm nad materiałem.
Blok N35, polecenie G81 Z-15.0 - nastawa głębokości wiercenia (w materiale 10mm, wiertło jest 5mm nad materiałem).
N45 G0 X3.0 Y3.0 - szybkim ruchem nad punkt nr. 1 (jak na rysunku).
N50 G91 - włączenie wymiarowania przyrostowego. Zwiększa się dzięki temu dokładność wykonania otworów względem siebie.
N55 G78 A90 D3.0 S3 - wykonanie otworów 1, 2 i 3. A90 to kąt od osi x, czyli wiercenie pionowe. D3.0 oznacza,że są one od siebie co 3mm, znak definiuje w którą stronę porusza się wiertło.Natomiast S3 że narzędzie ma wykonać 3 otwory.
N65 G0 X3.0 - szybkie przesunięcie o 3mm w osi x, trzeba pamiętać o włączonym aktualnie wymiarowaniu przyrostowym.
N70 G78 A90 D-3.0 S3 - tak samo jak blok N55, z tym że z góry na dół (D-3.0). Powstają otwory 4, 5 i 6.
N70 G0 X3.0 - szybkie przesunięcie o 3mm w osi x, trzeba pamiętać o włączonym aktualnie wymiarowaniu przyrostowym.
od N75 do N85 - powtarzana jest operacja, bez ostatniego przesunięcia w x-sie. Powstają otwory 7, 8, 9, 10, 11 i 12.
N90 G90 - włącza układ współrzędnych absolutny.
N95 G0 Z50 - ruchem szybkim oddalenie narzędzia od materiału.
N100 M30 - zakończenie programu. Wyłącza obroty frezarki.